Оснастка для листогибочных прессов: полное руководство и многофункциональные решения ALAS
Профессиональная оснастка для листогибочных прессов и многофункциональные решения для точной гибки листового металла.
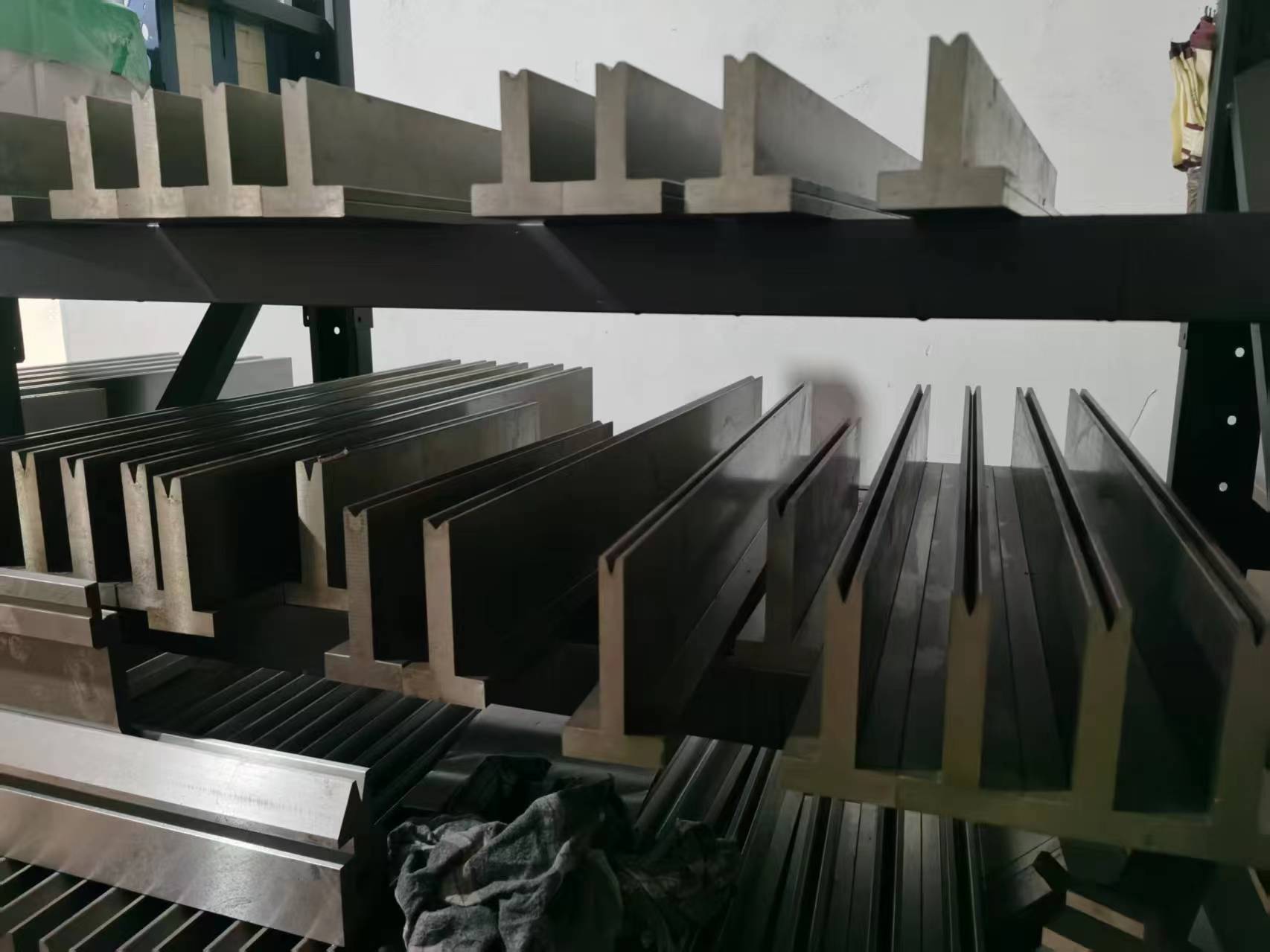
Что такое оснастка для листогибочных прессов
Оснастка для листогибочных прессов – это специализированные формовочные матрицы, используемые совместно с гибочными станками. Они являются основными рабочими элементами для гибки и формования листового металла, в основном состоят из двух ключевых частей: верхней матрицы и нижней матрицы.
За счет относительного движения ползуна и стола гибочного станка листовой металл сжимается между верхней и нижней матрицами, деформируется и изгибается в изделие заданного угла, формы и размера (например, прямой угол 90°, U-образная, V-образная и т.д.).
Она широко применяется в областях обработки листового металла: машиностроение, производство листовых изделий, металлообработка, изготовление шкафов и электрооборудования.
Многофункциональная оснастка для листогибочных прессов ALAS
Снижение времени простоя за счет инженерного проектирования
В условиях производства с большим ассортиментом и малой серией постоянная замена оснастки значительно снижает эффективность. Многофункциональная оснастка ALAS разработана для обработки нескольких профилей гибки – смещение, выравнивание, различные V-образные вырезы – за одну установку.
Благодаря внутренней точной обработке на ЧПУ обеспечивается стабильность каждого угла, что значительно сокращает отходы при пробных запусках и минимизирует брак.
Сила универсальности
Многофункциональная оснастка позволяет операторам выполнять несколько операций гибки без частой переналадки. Это сокращает время простоя и повышает производительность при мелкосерийном и разноассортиментном производстве.
Технический бренд, а не просто поставщик
ALAS – не просто поставщик оснастки, а партнер по прикладному инжинирингу. Наши эксперты предоставляют индивидуальные рекомендации по выбору материалов и геометрии матриц под ваши производственные задачи.
Выбор наших многофункциональных решений – это инвестиции в долгосрочную надежность и эффективность вашей производственной линии.
Основные компоненты и принцип работы
Верхняя матрица
Устанавливается на подвижный ползун гибочного станка и является активным элементом, создающим давление. Её форма (стандартная прямая кромка, острый угол, «гусиная шея», дуга и др.) определяет внешний контур готового изделия.
Нижняя матрица
Фиксируется на столе станка, выполняет функцию неподвижной опоры. В большинстве случаев имеет V-образный паз. Ширина паза напрямую влияет на усилие гибки, радиус закругления и качество формования.
Принцип работы
Листовой металл укладывается на нижнюю матрицу. Ползун приводит верхнюю матрицу к вертикальному нажатию, лист деформируется и принимает заданную форму. После завершения гибки верхняя матрица возвращается в исходное положение, и готовое изделие извлекается.
Основные характеристики оснастки для листогибочных прессов
Высокая жесткость и износостойкость
Основной материал – легированная сталь (например, 42CrMo) с термообработкой до твердости HRC45–HRC50, что обеспечивает высокую несущую способность и устойчивость к длительному износу.
Индивидуализация матриц
Возможность изготовления на заказ пуансонов и матриц различной формы: дуговые, в виде «гусиной шеи», фигурные профили, V-образные пазы разной ширины.
Высокая совместимость
Параметры оснастки соответствуют системе зажима, ходу ползуна и тоннажу гибочных прессов, гарантируя точность монтажа и стабильную работу.
Стандартизация и сериализация
Полная совместимость с популярными брендами станков (Amada, Trumpf, Wila) и возможность разработки нестандартных решений под специфические задачи.
Общие классификации оснастки для листогибочных прессов
По форме формования
Стандартные матрицы с прямой кромкой
Матрицы с острым углом
Матрицы в виде «гусиной шеи»
Дуговые матрицы
Фигурные матрицы на заказ
По сценарию применения
Стандартные матрицы для обычного листового металла
Матрицы для гибки высокопрочной стали
Специальные матрицы для тонких листовых материалов
По интерфейсу установки
Профессиональный метод выбора оснастки для листогибочных прессов
Адаптация к характеристикам материала
Необходимо учитывать прочность и упругий возврат материала. Для обычной стали рекомендуются пуансоны 86°–88°, для нержавеющей стали – 85° или дополнительная регулировка угла.
Соблюдение «принципа 8x» для V-образного паза
Основная формула:
Ширина паза V = 8 × толщина материала T
Ограничение рабочего давления
Фактическая тоннаж должна быть ниже номинальной нагрузки матрицы с запасом 10–15%.
Выбор формы пуансона
В зависимости от задачи используются стандартные, остроугольные, в виде «гусиной шеи», дуговые или фигурные пуансоны.
Совместимость установки и оборудования
Необходимо обеспечить совпадение типа хвостовика, высоты матрицы и рабочих параметров станка.
Основные меры предосторожности при выборе
Учитывать упругий возврат материала для обеспечения точности углов.
Соблюдать правило 8x для предотвращения трещин и повреждений листа.
Гарантировать полную совместимость оснастки с используемым оборудованием.
Сравнительная таблица международного стандарта 42CrMo (важна для выбора)
Страна/стандартная организация | Стандартный код | Соответствующий класс |
Китай (Великобритания) | ГБ/Т 3077 | 42CrMo или 42CrMo4 |
США (AISI/ASTM) | АСТМ А29 | 4140 |
Международная организация по стандартизации (ISO) | ИСО 683-1 | 42CrMo4 |
Германия (ДИН) | DIN EN 10083 | 1,7225 (или 42CrMo4) |
Япония (JIS) | ДЖИС Г4105 | СКМ440 |
Великобритания (БС) | БС 970 | 708М40 (ЭН19) |