





















Телефон:
86-15852949220


 |



Изготовление листового металла основано на листогибочных прессах. Но тормозной инструмент – это то, что делает работу точной. Точность каждого изгиба, целостность каждого фланца и качество конечного продукта зависят от совместной работы пуансона и штампа. Покупка качественного инструмента – это не просто покупка. Это разумный способ улучшить всю вашу производственную линию.
Высокое давление является основной проблемой гибочного пресса. Он может погнуться и повредить инструмент. Дешевые инструменты на первый взгляд могут выглядеть одинаково. Но они быстро теряют форму при сгибании прочных материалов.
Профессиональный инструмент обычно изготавливается из легированной стали 42CrMo. Затем он проходит строгий процесс индукционной закалки. Это дает ему поверхностную твердость HRC 47-52. Твердость проникает глубоко в рабочую зону инструмента. Это важно. Это позволяет многократно затачивать инструмент без потери твердого слоя. Это поможет вам получить большую отдачу от ваших инвестиций.
Современная гибка с ЧПУ требует очень высокой точности. Традиционные инструменты не могут соответствовать этому стандарту. Высококачественный тормозной инструмент тщательно отшлифован. Допуск составляет ±0,01 мм.
Секционированный (сегментированный) инструмент изменил время наладки в лучшую сторону. Производители могут быстро смешивать и подбирать инструменты различной длины. Это позволяет им создавать инструменты индивидуальной ширины за считанные секунды. Им не нужно резать инструменты вручную или заказывать нестандартные детали. Эта гибкость является ключевой для сложных многоэтапных работ по гибке.
Производственные цеха часто сталкиваются с различными системами крепления. Знание стандарта является ключевым моментом при покупке сменного инструмента:
- Amada/Promecam (европейский стиль): наиболее распространенный универсальный вариант.
- Trumpf/Wila (новый стандарт): Имеет быстрый гидравлический зажим и вертикальную загрузку.
- Американский стиль: используется традиционное крепление с выступом и установочным винтом.
Убедитесь, что инструменты вашего поставщика точно соответствуют этим стандартам. Это позволяет избежать дорогостоящих простоев. Это также предотвращает повреждение зажимных балок вашей машины.
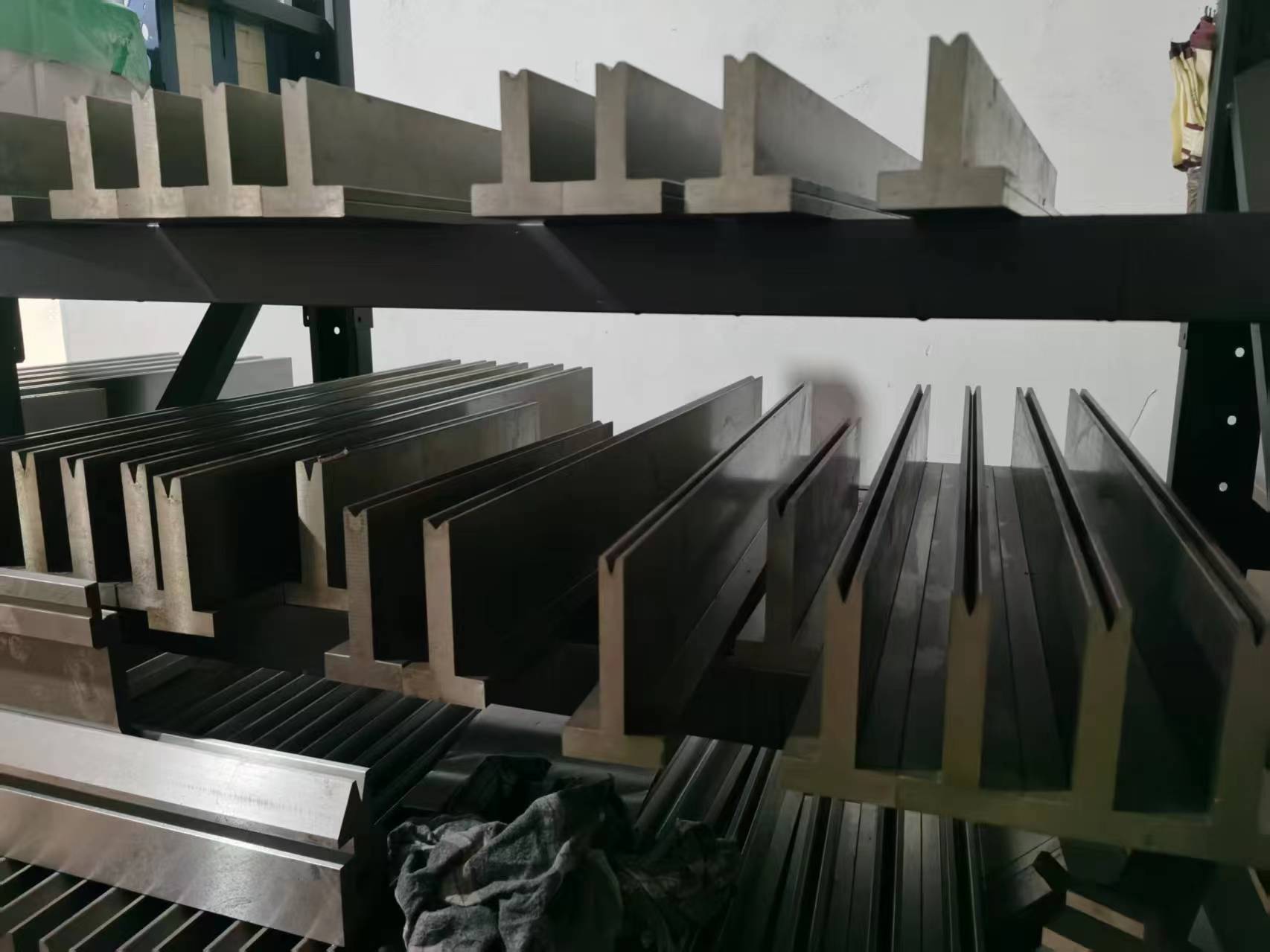
: установлен на подвижном ползуне гибочной машины и является активным компонентом, оказывающим давление. Ее форма (стандартная прямая кромка, острый угол, «гусиная шейка», дуга и т. д.) определяет внешний контур изогнутой части заготовки;
: закрепленный на верстаке гибочного станка, это фиксированный опорный компонент, в основном использующий V-образный паз (V-образный паз) в качестве своей конструкции. Ширина V-образной канавки напрямую влияет на силу изгиба, размер галтели и эффект формования листового металла;
: Металлический лист помещается на нижнюю матрицу, а ползунок приводит в движение верхнюю матрицу, прижимая ее вертикально. Лист вынужден соответствовать контурам верхней и нижней штампов и подвергается необратимой пластической деформации. После достижения заданного хода и давления гибка и формовка завершаются. После формовки верхняя матрица возвращается в исходное положение, и заготовку можно снять.
: Основным материалом является легированная конструкционная сталь (например, 42CrMo), обработанная такими процессами термообработки, как отпуск и закалка, обеспечивающая достаточную твердость (обычно HRC45-HRC50), несущую способность и износостойкость, позволяющую выдерживать огромную силу экструзии и трение во время процесса изгиба;
: В соответствии с различными требованиями к изгибу заготовки (угол, форма, размер, толщина материала) пуансону можно придать специальные формы, такие как дуга, гусиная шейка и неправильная форма, а матрица может быть обработана с V-образными канавками различной ширины (например, 8 мм, 16 мм, 24 мм) или специальными типами канавок;
: Характеристики формы (высота, тип хвостовика, установочный размер) должны полностью соответствовать системе зажима, ходу ползуна и номинальному тоннажу гибочной машины; размеры формовки должны соответствовать требованиям чертежа заготовки, чтобы обеспечить точность гибки и скорость прохода;
: Обычные формы для гибочных машин имеют общие стандартные характеристики (соответствуют распространенным маркам гибочных машин, таким как Amada, Trumpf и Wille), их можно приобрести и использовать напрямую; специальные формы могут быть изготовлены по индивидуальному заказу в соответствии с фактическими потребностями предприятия.
: Подходит для обычной гибки прямой кромки, наиболее широко используемой;
: Подходит для изгиба под небольшим углом или компенсации пружинения, отвечая потребностям высокоточной формовки острых углов;
: Подходит для U-образных канавок и обработки заготовок с глубокими каналами, что позволяет избежать уже изогнутых краев заготовки и предотвратить помехи;
: Подходит для дуговой гибки и гибки закругленных углов, например, дугообразных заготовок и обработки переходных закругленных углов;
: Изготавливается по специальным чертежам заготовок, подходит для гибки нестандартных форм.
: Подходит для обычных листового металла, таких как низкоуглеродистая и оцинкованная сталь, обеспечивая высокую экономическую эффективность;
: Утолщенная конструкция и материалы высокой твердости, подходят для трудно сгибаемых материалов, таких как нержавеющая сталь и пластины из высокопрочных сплавов;
: Прецизионная обработка предотвращает коробление, деформацию и появление царапин во время изгиба тонких материалов.
Ключевыми моментами при выборе инструментов для листогибочного пресса являются соответствие характеристик материала, процессов гибки, требований к заготовкам и параметров оборудования, без которых невозможно обойтись. Следующие пять ключевых моментов охватывают все важные технические аспекты всего процесса выбора, обеспечивая как точность гибки, так и срок службы штампа. Новички могут напрямую обратиться к ним для точного выбора.
Выбор инструментов листогибочного пресса должен в первую очередь соответствовать характеристикам прочности на растяжение и упругости обрабатываемого материала, что является основой обеспечения точных углов гибки. Обычная мягкая сталь имеет минимальную упругую отдачу; при изгибе на 90° для компенсации можно использовать пуансон 86°~88°. Нержавеющая сталь и высокопрочная сталь имеют значительную упругую отдачу, поэтому требуется пуансон под углом 85° или целенаправленная регулировка угла пуансона, чтобы избежать угловых отклонений заготовки после гибки.
Толщина материала напрямую определяет условия нагрузки и изгибающий эффект штампа. Для тонких, средних и толстых материалов требуются соответствующие характеристики штампа, чтобы избежать повреждения штампа или дефектов формы заготовки, что соответствует потребностям поиска по ключевым словам с длинным хвостом, например «соответствие толщины материала и инструмента для листогибочного пресса» в Google. Обычно используемый материал для гибочного пресса — 42CrMo. После отпуска и поверхностной индукционной закалки его твердость обычно достигает 45–50 HRC. Он обладает превосходной прочностью и вязкостью, эффективно предотвращая разрушение под высоким давлением. Ниже приводится сравнительная таблица международных стандартов.
«Принцип 8x» — это основная отраслевая формула для выбора штампа гибочного станка: «Ширина V-образного паза нижней матрицы V = 8 × толщина материала T». Являясь стандартом оптимального выбора в идеальных условиях, он применим для гибки большинства листов средней толщины (3–8 мм), обеспечивая плавность изгиба галтелей и предотвращая растрескивание заготовки.
Не все материалы строго следуют принципу 8x; ширину V-образного выреза необходимо гибко регулировать в зависимости от толщины материала: для тонких пластин (T<3 мм) ее можно уменьшить до V=6T, чтобы получить меньший радиус скругления; для толстых листов (T>8 мм) его необходимо увеличить до V=10T~12T, чтобы уменьшить силу изгиба, предотвратить разрыв матрицы и растрескивание внутренней стороны заготовок.
При выборе обязательно убедиться, что матрица выдерживает фактическое выходное давление гибочной машины; перегрузка строго запрещена, так как это приведет к взрыву матрицы и повреждению оборудования. При расчете тоннажа давления необходимо учитывать толщину материала, прочность материала на разрыв и ширину V-образного паза нижней матрицы, а после точного расчета следует выбирать матрицу с соответствующей несущей способностью.
Фактический выходной тоннаж гибочной машины должен быть меньше номинальной несущей способности матрицы с определенным запасом прочности (рекомендуется 10–15%). Для гибки толстых листов и высокопрочной стали следует выбирать утолщенные или сегментированные матрицы, чтобы распределить изгибающее давление и продлить срок службы матрицы.
Форма пуансона должна идеально соответствовать окончательной форме заготовки, чтобы избежать помех и образования дефектов. Различные пуансоны соответствуют различным потребностям в гибке: стандартные пуансоны подходят для обычной прямой гибки и имеют самое широкое применение; пуансоны с острыми углами подходят для малоуглового изгиба или компенсации пружинения; Пуансоны с гусиной шеей подходят для обработки П-образных пазов и глубоких каналов, так как позволяют избежать уже загнутых кромок заготовки.
Для заготовок круглой или неправильной формы следует выбирать дуговые пуансоны или специальные пуансоны неправильной формы. В сочетании с точными чертежами заготовки контур штампа должен полностью соответствовать заготовке, чтобы обеспечить точность гибки.
Тип хвостовика матрицы должен быть полностью совместим с системой зажима гибочного станка. Распространенные типы хвостовиков включают Amada/Promecam, New Standard и Trumpf/Wila. Перед выбором необходимо подтвердить метод зажима оборудования, чтобы избежать таких проблем, как ненадежная установка штампа и отклонение позиционирования.
Высота штампа должна соответствовать ходу суппорта и высоте отверстия рабочего стола гибочной машины. Чрезмерно высокая матрица приведет к недостаточному ходу ползуна, что сделает невозможным полную гибку; Слишком низкая матрица повлияет на загрузку и разгрузку заготовок и снизит эффективность производства. В то же время должна быть подтверждена совместимость между интерфейсом установки штампа и оборудованием, чтобы обеспечить удобную установку и точное позиционирование.
Страна/стандартная организация | Стандартный код | Соответствующий класс |
Китай (Великобритания) | ГБ/Т 3077 | 42CrMo или 42CrMo4 |
США (AISI/ASTM) | АСТМ А29 | 4140 |
Международная организация по стандартизации (ISO) | ИСО 683-1 | 42CrMo4 |
Германия (ДИН) | DIN EN 10083 | 1,7225 (или 42CrMo4) |
Япония (JIS) | ДЖИС Г4105 | СКМ440 |
Великобритания (БС) | БС 970 | 708М40 (ЭН19) |





